|
|
|
Przykładowy opis sterowania węzłem betoniarskim z poziomu panelu operatorskiego wyposażonego w ekran dotykowy.
|
|
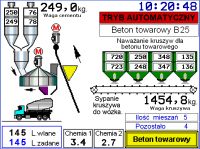
Na silosach cementu i kruszywa są po dwa pola liczbowe.
Przedstawiają one wartość zadaną i wartość aktualnie wsypywaną na taśmę kruszywa lub wagę cementu.
Użytkownik ma dokładny obraz tego, ile materiału wsypało się na wagi, ewentualne informacje o nie dosypaniu lub przesypaniu.
|
Ekran przedstawiony na rysunku obok dotyczy produkcji betonu towarowego.
Wpisuje się tam tylko dwie wartości, zamówienie, czyli ile trzeba namieszać łącznie betonu i jakie zaroby ma mieszać mieszarka.
Druga wartość ograniczona jest objętością mieszarki jaka jest do dyspozycji.
Resztę danych, czyli ilości składników jakie mają zostać zadozowane wyliczy program automatycznie pobierając dane składu mieszanki z wcześniej wprowadzonej receptury.
|

|
|
Naciskając przycisk „Ustawienia” wchodzi się do menu z którego można wybierać różne opcje, między innymi receptury.
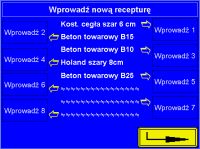
Dwa przyciski, przedstawione na rysunku pozwalają na wybór nowej receptury lub zapis tej, która jest aktualnie wykonywana na betoniarni.
Np. wciskając „Wprowadź nowa recepturę” otworzy się okno do wprowadzania nowej recepty. Okno to przedstawione jest na
rysunku poniżej.
|
|
Naciskając np. przycisk „Wprowadź 5” można wpisać nowe dane dotyczące tej recepty, czyli wagi poszczególnych kruszyw i cementu, czasu sypania, mieszania, otwierania spustu betonu, czyli wszystko co ustawia się do mieszania.
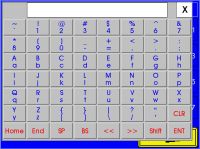
Dla każdej z tych receptur można sporządzić różne dane, różne czasy. Można też wprowadzać swoje nazwy dla danej receptury. Trzy ostatnie receptury widoczne w oknie obok nie mają jeszcze nazwy. Po naciśnięciu pola z nazwą receptury na ekranie pojawia się okno z klawiaturą cyfronumeryczną.
|
|
|
Za pomocą wyżej przedstawionej klawiatury, można dowolnie nazwać wybraną recepturę. Po wpisaniu nazwy, należy nacisnąć przycisk
„ENT” w celu zapisania nowej nazwy. Po wciśnięciu
„ENT” wraca się do poprzedniego ekranu ale już z wprowadzoną nową nazwą.
|
Z panelu „Ustawienia” jest także dostęp do ustawień receptury. Dokonuje się tam wyboru silosu i wagi poszczególnych kruszyw. W polach
„Przesypanie” wpisuje się wartość wagi, która wsypie się jeszcze od momentu zamknięcia klapy. Wartość tą, należy określić doświadczalnie. Jak wyżej pokazano, klapa dla silosu 1 zamknie się przy 327 kg. Gdyby
„Przesypanie” wyniosło 0 kg wówczas wsypałoby się około 23 kg więcej niż zadano w recepturze.
Dozowanie sekwencyjne polega na cyklicznym otwieraniu i zamykaniu klapy poszczególnych silosów, tzn. jeżeli w silosie 1 w dozowaniu sekwencyjnym zostanie wybrane
„Tak” to w czasie sypania kruszywa z tego silosu klapa będzie się otwierać na czas 2,5 sek. i po upływie tego czasu zamknie się na czas 2,2 sek. Będzie się to powtarzało tak długo, aż zostanie osiągnięta wymagana waga.
|

|

|
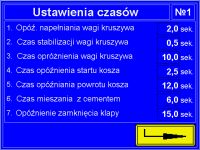
Czasy te można zmieniać naciskając na pole z wartością. Podobnie można edytować wartości wag i przesypania. Po naciśnięciu odpowiedniego pola na ekranie pojawi się okienko, w którym będzie można zmieniać wartości. Po wpisaniu odpowiedniej liczby należy nacisnąć „ENT”. Okienko znika a na miejsce starej wartości pojawia się nowa wartość.
|
|
Okno obok przedstawia dane i sposób dozowania kruszyw za pomocą taśmociągu, wsypuje on składniki na wagę kruszyw, która też jest w tym przypadku taśmociągiem. W pozycjach „Ile mniej” wpisujemy wartość wagi kruszywa, w której taśmociąg pod danym silosem ma zwolnić swą prędkość obrotową aby dokończyć dozowanie celem zwiększenia dokładności dozowania. Opisują powyższy przykład, dla silosu nr 1 będzie to wartość 1050 kg, po naważeniu której silnik taśmociągu zmieni swą prędkość na niższą celem dokładnego zadozowania.
Włączenie przycisku „Samo programowanie przesypywania”, powoduje że system każdorazowo będzie samodzielnie sprawdzał o ile kg nastąpiło przesypanie lub nie dosypanie składników i skoryguje wartości przesypania. Nowe wartości zostaną zastosowane w następnym dozowaniu składników ( tzw. samo uczenie ).
|

|

|
Podobne okno otwieramy dla ustawienia danych dotyczących dozowania cementu w mieszance. Można dokonać ustawień ilości i kolejności dozowania cementu. Jest tutaj opcja wyboru zmiany kolejności dozowania cementu. Można np. wybrać żeby w pierwszej kolejności naważył się cement z silosu 2, a po nim z silosu 1. i odwrotnie. Taka potrzeba może być podyktowana np. problemem z opróżnieniem wagi cementu lub przy stosowaniu dwóch różnych składników np. popiołów. Podobne ustawienia można również wybrać w dozowaniu kruszyw.
|
|
Z poziomu ekranu głównego można także wejść do menu „Ustawiania czasów”.
|
|
|
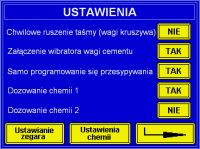
Tak jak w większości urządzeń, tu również istnieje możliwość ustawienia zegara
( czasu bieżącego ). Dodatkowo w zależności od potrzeb klienta istnieje możliwość wprowadzenia ustawień ogólnych, tak jak powyżej np. automatyczne ustawienie samo programowania przesypu ( samo uczenie ), załączenie wibratora wagi cementu, dozowanie wody z pomiarem wilgotności, wagowe lub objętościowe dozowanie dodatków chemicznych.
|
|
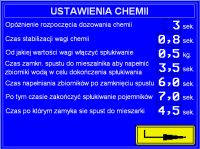
W oknie „Ustawienia chemii” mamy możliwość dostosowania różnych opcji czasowych dla potrzeb procesu dozowania i spustu chemii do mieszalnika.
Ekran przedstawiony po prawej stronie dotyczy ustawień wagowego dozownika chemii, dla tego typu dozowników ważne jest utrzymanie ich w czystości, należy więc dużą uwagę zwrócić na ustawienia odpowiednich czasów spłukiwania dozownika wodą.
|
|
|